
Revêtement par projection thermique : Matériaux, procédés et mécanismes d'adhérence
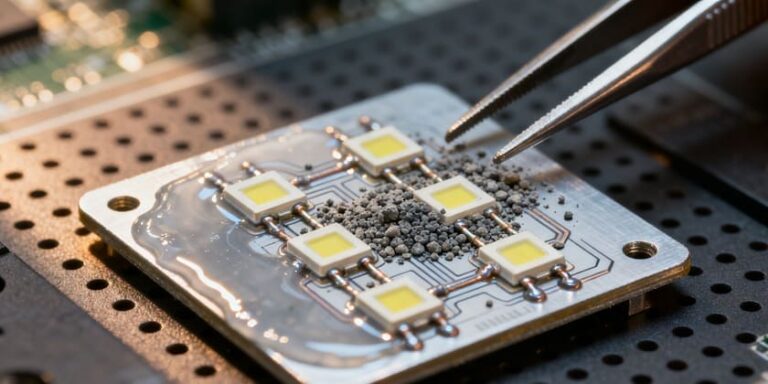
La projection thermique est une technologie d'ingénierie de surface qui accélère les particules de matériaux fondus ou semi-fondus sur un substrat à grande vitesse pour former des revêtements fonctionnels. Depuis que l'inventeur suisse Schori a mis au point le premier pistolet à flamme au début du XXe siècle, la projection thermique a évolué pendant plus de 110 ans et est devenue une méthode de modification de surface indispensable dans l'industrie moderne.
Les revêtements par projection thermique sont largement utilisés dans les secteurs de l'aérospatiale, de l'énergie, de l'automobile, de la biomédecine, de la pétrochimie, de l'imprimerie et de l'acier. Ils offrent une résistance à l'usure, à la corrosion, à l'oxydation à haute température, une barrière thermique, une conductivité/isolation électrique, une biocompatibilité et d'autres fonctions.
Cet article présente systématiquement les matériaux de projection thermique, les principaux procédés, les mécanismes de formation des revêtements et les principes de collage afin de permettre aux lecteurs d'acquérir une compréhension globale.
Au Technologie avancée des poudresNous sommes spécialisés dans les produits de haute qualité matériaux de revêtement par pulvérisation thermique avec des formes et des spécifications variées, garantissant des performances optimales pour les applications industrielles et scientifiques.

Classification des matériaux de revêtement par projection thermique
Les matières premières pour la projection thermique couvrent pratiquement tous les matériaux d'ingénierie solides. Ils sont généralement classés en cinq grandes catégories :
| Catégorie de matériaux | Exemples typiques | Propriétés et applications clés |
| Métaux purs et alliages | Ni, Al, Zn, Cu, NiCr, NiAl, acier inoxydable, alliages à base de Co | Protection contre la corrosion sacrificielle, résistance à l'usure et à la corrosion |
| Cermets | WC-CoWC-CoCr, Cr₃C₂-NiCrTiC-NiMo | Dureté très élevée, résistance à l'usure à température élevée (moteurs d'avion, rouleaux) |
| Céramique d'oxyde | Al₂O₃ZrO₂-8Y₂O₃ (YSZ), Cr₂O₃, TiO₂ | Résistance à l'usure, isolation thermique, isolation électrique, revêtements à barrière thermique (TBC) |
| Carbures, borures, nitrures | SiC, B₄CTiN, CrN | Dureté extrême, résistance à l'usure et à l'oxydation |
| Polymères et composites | PEEK, PTFE, Ni-graphite, Al-polyester | Autolubrification, joints abradables, couches d'étanchéité |
Les formes de matières premières comprennent poudres Les poudres peuvent se présenter sous la forme de poudres de verre (les plus courantes, de 10 à 100 μm), de fils, de tiges et de suspensions. Les poudres peuvent être divisées en types agglomérés et frittés, fondus et broyés, plaqués et composites. Le procédé de fabrication influence directement la morphologie des particules, leur fluidité et leur comportement en vol pendant la pulvérisation.
Lignes directrices pour la sélection des matériaux:
- Adapter le coefficient de dilatation thermique (CDT) au substrat afin de minimiser les contraintes résiduelles.
- Répondre aux exigences de l'environnement de service (température, milieux corrosifs, charge)
- Assurer une bonne fonte et une bonne stabilité en vol
- Équilibrer les performances avec le coût et la facilité de pulvérisation
Vous recherchez des matériaux de revêtement thermique de haute qualité ? Découvrez Advanced Powder Tech'La sélection de l'entreprise.
Procédés de projection thermique - Classification et principes
Plus de dix procédés de pulvérisation thermique éprouvés sont aujourd'hui utilisés dans l'industrie. Le tableau ci-dessous compare les paramètres clés des principales techniques :
| Processus | Source de chaleur | Vitesse des particules (m/s) | Température des particules (°C) | Force d'adhérence typique (MPa) | Porosité (%) | Niveau d'oxydation | Épaisseur typique (μm) |
| Pulvérisation conventionnelle de la flamme | Flamme oxy-acétylène | 50-150 | 2500-3000 | 10-30 | 10-20 | Haut | 100-2000 |
| HVOF / HVAF | Combustion supersonique | 500-1000 | 2500-3200 | 60-80+ | <2 | Faible | 50-500 |
| Pulvérisation de plasma atmosphérique (APS) | Arc plasma | 200-500 | 8000-15000 | 30-70 | 2-10 | Moyen | 50-1000 |
| Plasma sous vide / basse pression (VPS/LPPS) | Plasma sous vide | 300-600 | 8000-15000 | 70-100 | <1 | Extrêmement faible | 50-500 |
| Pulvérisation d'arc | Arc électrique à double fil | 150-300 | 4000-6000 | 20-50 | 5-15 | Haut | 100-2000 |
| Pulvérisation à froid | Gaz à haute pression (pas de fusion) | 500-1200 | <1000 | 50-100 | <1 | Aucun | 50-5000 |
| Pulvérisation par détonation (D-Gun) | Détonation cyclique | 800-1000 | 3000-4000 | 80+ | <2 | Faible | 50-300 |
Chaque processus a son point faible:
- HVOF/HVAF est l'étalon-or pour les revêtements de carbure résistants à l'usure (WC-Co, Cr₃C₂-NiCr), atteignant une dureté >1200-1400 HV.
- L'APS reste la référence en matière de revêtements à barrière thermique ; plus de 90% de pales de turbines de moteurs d'avion dans le monde utilisent l'APS 8YSZ.
- La pulvérisation à froid est unique en ce qu'elle dépose des particules à l'état solide, ce qui permet d'obtenir du cuivre, de l'aluminium, du titane et même des alliages amorphes sans oxygène.
- Le VPS/LPPS est préféré pour les couches de liaison MCrAlY de haute performance et comme alternative à l'EB-PVD.
Découvrez nos matériaux de revêtement par pulvérisation thermique optimisés.
Mécanisme de formation des revêtements par projection thermique
L'accumulation du revêtement se produit en quatre étapes distinctes :
- Chauffage et accélération des particules en vol (millisecondes)
- Impact à grande vitesse et déformation plastique sévère, formant des "splats" en forme de disque
- Empilement couche par couche des particules suivantes
- Refroidissement et contraction, générant des contraintes résiduelles qui affectent la cohésion et l'adhésion.
Les éclaboussures individuelles présentent une morphologie caractéristique de crêpe (50-200 μm de diamètre, 1-5 μm d'épaisseur) avec des centres denses et des bords éclaboussés. Le revêtement résultant présente une microstructure lamellaire contenant des pores, des inclusions d'oxyde, des particules non fondues et des microfissures.
Mécanismes d'adhérence des revêtements par projection thermique
La liaison entre le revêtement et le substrat n'est pas une soudure classique mais une combinaison de plusieurs mécanismes :
| Mécanisme de liaison | Description | Procédés et matériaux typiques | Contribution approximative |
| Verrouillage mécanique | Les gouttes en fusion remplissent les vallées de rugosité créées par le sablage ("effet d'ancrage"). | Forces de Van der Waals, liaison hydrogène et attraction électrostatique | 60-90% |
| Métallurgie/chimie | Microfusion localisée, diffusion ou réactions exothermiques (par exemple, Ni-Al) | Couches de liaison HVOF NiAl, VPS MCrAlY, auto-adhésion | 10-40% |
| Liaison physique | Forces de Van der Waals, liaison hydrogène, attraction électrostatique | Procédés à basse température, polymères | <5% |
| Mécanismes hybrides | Mécanismes multiples agissant simultanément | La plupart des revêtements du monde réel | 100% |
Dans la pratique, l'emboîtement mécanique domine, mais le collage métallurgique peut augmenter considérablement l'adhérence (de ~30 MPa à >80 MPa).
Facteurs clés influençant la force d'adhérence:
- Rugosité et propreté de la surface du substrat
- Température de préchauffage (élimine l'humidité adsorbée, réduit le choc thermique)
- Température et vitesse des particules (des valeurs plus élevées favorisent la liaison métallurgique)
- Utilisation de couches de liaison spécifiques (NiCrAlY, NiAl, etc.)
Propriétés et caractérisation des revêtements par projection thermique
Propriétés typiques des revêtements par projection thermique :
| Propriété | Gamme typique | Revêtements représentatifs |
| Microdureté | 300-1400 HV₀.₃ | WC-Co >1200, Al₂O₃ ~1000 |
| Force d'adhérence | 20-100+ MPa | VPS MCrAlY >90 MPa |
| Porosité | 0,5-20% | HVOF 10% |
| Conductivité thermique | 0,8-30 W/m-K (YSZ) à ~80 W/m-K (métaux purs) | YSZ TBC ~1 W/m-K |
| Résistance à la corrosion | Durée de vie au brouillard salin >5000 h | Scellé Zn/Al, Cr₃C₂-NiCr |
Techniques de caractérisation courantes : SEM+EDS, XRD, essais d'adhésion par traction (ASTM C633), analyse d'image pour la porosité, nano-indentation, essais de cyclage thermique, etc.
Quelles sont les applications typiques du revêtement par pulvérisation thermique ?
En résumé, revêtement par pulvérisation thermique est un procédé dans lequel des matériaux métalliques ou non métalliques finement pulvérisés sont fondus (ou chauffés à l'état de plastique) et accélérés dans un flux de gaz vers une surface préparée. Les particules éclaboussent la surface, refroidissent et s'accumulent pour former un revêtement lamellaire et adhérent.
Les applications typiques sont vastes, mais elles peuvent être regroupées en quelques catégories fonctionnelles clés.
1. Résistance à l'usure
Il s'agit de la application la plus courante des revêtements par pulvérisation thermique. Ils sont utilisés pour protéger les composants contre différents types d'usure, notamment l'abrasion, l'adhérence, l'érosion et l'usure de contact.
- Aérospatiale : Composants de trains d'atterrissage, joints d'arbre de turbine, pistons d'actionneurs.
- Automobile : Segments de piston, anneaux de synchronisation, tiges de soupape.
- Production d'électricité : Pales de ventilateurs, joints de pompes, supports de tubes de chaudières dans les centrales au charbon.
- Machines industrielles : Tiges de piston hydrauliques, rouleaux pour papeteries et aciéries, convoyeurs à vis, guides textiles.
- L'agriculture : Lames de motoculteur, balais de cultivateur et composants de moissonneuse-batteuse.
2. Protection contre la corrosion et l'oxydation
Les revêtements constituent une couche sacrificielle ou une barrière qui protège le substrat sous-jacent (souvent un matériau moins coûteux comme l'acier doux) des environnements corrosifs et de l'oxydation à haute température.
- Marine et offshore : Coques de navires, réservoirs de ballast, composants de plates-formes offshore.
- L'infrastructure : Ponts en acier, portiques d'autoroute, portes d'écluses.
- Traitement chimique : Réservoirs, vannes et tuyaux exposés à des produits chimiques corrosifs.
- Haute température : Parois d'eau de chaudière, tubes de surchauffeur, aubes de turbine et palettes dans les moteurs à réaction et les turbines de puissance.
3. Revêtements à barrière thermique (TBC)
Il s'agit de revêtements céramiques hautement spécialisés (comme la zircone stabilisée à l'yttrium - YSZ) à faible conductivité thermique. Ils isolent les composants métalliques de la chaleur extrême, ce qui leur permet de fonctionner à des températures plus élevées ou avec une efficacité accrue.
- Moteurs à réaction pour l'aérospatiale : Les aubes de turbine, les canons de combustion et les aubes directrices des tuyères.
- Turbines de production d'énergie : Composants de la section chaude pour augmenter les températures d'entrée et l'efficacité.
- Automobile : Couronnes de pistons et collecteurs d'échappement dans les moteurs à haute performance.
4. Réparation et récupération des composants
Il s'agit d'une application extrêmement rentable. Les composants usés ou inadaptés peuvent être reconstruits à leurs dimensions d'origine (ou même plus grandes) grâce à la pulvérisation thermique, ce qui permet d'économiser le coût de leur remplacement.
- Réparation des arbres et des paliers : Sur les moteurs électriques, les pompes et les réducteurs.
- Récupération des défauts de coulée : Comblement des porosités dans les pièces moulées avant leur mise en service.
- Reconstruire les rouleaux usés : Dans les industries de l'imprimerie, du papier et de l'acier.
5. Contrôle des dégagements et des dimensions
Les revêtements peuvent être appliqués pour contrôler la taille et les espaces libres entre les pièces assemblées, ce qui permet souvent d'obtenir de meilleures performances que le matériau de base seul.
- Aérospatiale : Des revêtements "abradables" sont pulvérisés sur les carters des moteurs. Les lames rotatives usent une trajectoire précise dans ce revêtement souple, créant un joint parfait, à dégagement minimal, qui améliore l'efficacité du moteur.
- Machines générales : Bagues d'usure et joints dans les pompes et les compresseurs.
6. Restauration des propriétés électriques
Bien que moins courants, certains matériaux de pulvérisation thermique peuvent être utilisés pour appliquer ou restaurer des surfaces conductrices ou résistives.
- Revêtements conducteurs : Application de revêtements en cuivre ou en aluminium pour la mise à la terre électrique ou le blindage EMI/RFI.
- Revêtements résistifs : Application d'éléments chauffants directement sur des surfaces telles que le verre ou la céramique.
Défis actuels et tendances futures
Principaux défis:
- La porosité et l'oxydation restent difficiles à éliminer complètement
- La résistance à l'adhérence et à la fatigue reste inférieure à celle des matériaux en vrac
- Les contraintes résiduelles peuvent provoquer des fissures
- Coûts d'équipement et d'exploitation élevés (en particulier pour le plasma sous vide)
Des directions prometteuses:
- Pulvérisation supersonique de plasma et revêtements nanostructurés/à grains fins
- Pulvérisation de plasma précurseur de solution (SPPS) et pulvérisation de plasma en suspension (SPS) → microstructures colonnaires approchant les performances EB-PVD
- Pulvérisation à froid pour la réparation et la fabrication additive (par exemple, réparation des dommages causés par les superalliages, impression 3D d'échangeurs de chaleur en cuivre).
- IA + pulvérisation robotisée + surveillance infrarouge en temps réel + jumeaux numériques
- Procédés écologiques : suspensions à base d'eau, arcs électriques à faible bruit, réduction des émissions dangereuses.
Conclusion
La projection thermique, avec son large choix de matériaux, ses processus flexibles, ses diverses fonctions de revêtement et sa facilité de réparation, occupe une position irremplaçable dans la fabrication et le réusinage haut de gamme. Avec l'émergence continue de nouveaux matériaux, procédés et équipements intelligents, la projection thermique jouera un rôle encore plus important dans les objectifs de neutralité carbone, les moteurs aéronautiques de nouvelle génération et les équipements spatiaux et de haute mer.
Pour qualité supérieure matériaux de revêtement par pulvérisation thermique, Technologie avancée des poudres fournit des solutions sur mesure pour diverses applications.
Vous recherchez des matériaux de revêtement thermique de qualité supérieure ? Contactez-nous dès aujourd'hui !